聚乙烯钢带增强螺旋波纹管依据强度不同有S1与S2的区分,S2要比S1强度大。而S2级别的埋深多不过两米半,远远不如钢带增强PE波纹管,可埋深到6-7米,它是波纹管的数倍。管道根据使用场景和用途,选择不同。无论你选择哪种,宝利众城都可以为您的产品!宝利众城拥有销售团队,根据客户的采购需求合理的采购清单,为客户节约成本。国际生产设备:采用国际管材挤出生产线、技术人员,生产质量可靠。
聚乙烯钢带增强螺旋波纹管基体,用表面涂敷粘接树脂的钢带成型为波形作为主要支撑结构,并与聚乙烯材料缠绕复合成整体的双壁螺旋波纹管称之为钢带增强PE螺旋钢带。钢带增强PE螺旋波纹管适用于介质长期温度不大于45度,埋地塑料排水管道要按柔性管的理论(管同发挥作用)进行设计。同时在设计状态下管道垂直方向的变化不得大于管直径的5%。
聚乙烯钢带增强螺旋波纹材存放场地应平整,堆放应整齐,并应类型、规格及数量。沟槽同样采用小型挖掘机按雨水管道施工方法开挖。管道应采用土弧基础。对一般土质,应在管底以下原状土地基或经回填夯实的地基上铺设一层厚度为100mm的中粗砂基础层;当地基土质较差时,可采用铺垫厚度不小于200mm的砂砾基础层,也可分二层铺设,下层用粒径为5~32mm的碎石,厚度100~150mm,上层中粗砂,厚度不小于50mm,基础密度应符合本规程的规定。对软土地基,当地基承载力小于设计要求或由于施工降水等原因,地基原状土被扰动面影响地基承载能力时.

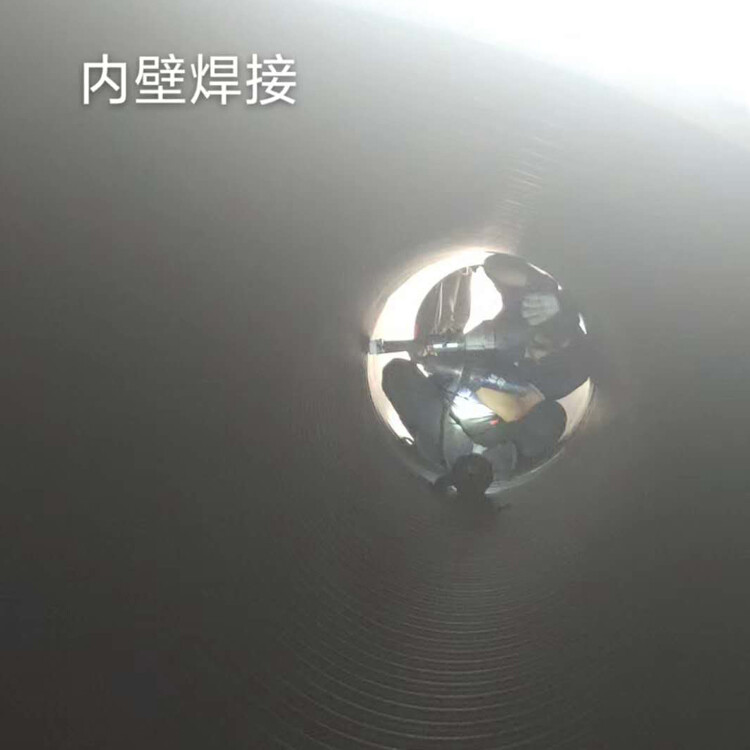
聚乙烯钢带增强螺旋波纹互相扩散,关闭电源,待充分冷却固化后形成可靠连接。电热熔带连接时,严格按照电热熔带要求的技术指标和设备规定的操作程序进行。采用的电热熔带由生产厂配套供应。电热熔带焊接施工的要点:电热熔带连接时,严格按照电热熔带要求,的技术指标和设备规定的操作程序进行。采用的电热熔带由生产厂配套供应,检查管道和电热熔带是否有损伤对齐管道和清除杂物。通过水平杆或沙袋将要连接的管道放置在离地面20~30cm处。地基上挖有操作坑的可将管道直接放置在地基上。

聚乙烯钢带增强螺旋波纹用洁净的布将管道的外表面和电热熔带的内壁上的杂物清除掉(包括水气),油类污物可用对PE材料焊接有帮助的溶剂擦拭。用电热熔带将已水平对齐的管道的要连接的部分紧紧圈住。外面在用耐热带紧固。将焊机的输出线端与电热熔带的连接线头相连接。焊接在电熔焊机上设定好时间和档位,根据操作规程进行焊接。焊接结束要充分冷却后才能移动管材。在期间,可以进行下一个焊接。
聚乙烯钢带增强螺旋波纹管缠绕辊与压辊位置调整至大外径处使之平行。检查各加热区温度是否达到设定值和满足开机要求(一般加热为2小时,其温度的设定值得根据实际而定,一般都在170度—180度之间 即可)注意各区温度是否异常,设定温度与实际温度是否基本一致。检查前导向和下导向轮是否安装到位。