








河北泊头等离子焊机设计合理,筒体自动焊机
在等离子焊机焊炬中,钨电极位于铜喷嘴内,该铜喷嘴在端处具有小开口。在焊炬电极和喷嘴端之间引发引导电弧。然后将该电弧转移到待焊接的金属上。通过迫使等离子气体和电弧通过收缩孔,火炬将高浓度的热量传递到一个小区域。采用焊接设备,等离子工艺可生产出的焊接。 沧州等离子筒体自动焊机的特点保护电极。弧形和均匀的热分布引起的电弧长度。电弧转移温和且一致。电弧稳定。焊接时的高频噪声小设备要求清单电弧能量密度达到Tig的3倍焊接时间短至.005秒通过喷嘴孔选择的圆弧直径
沧州等离子筒体自动焊机的特点保护电极。弧形和均匀的热分布引起的电弧长度。电弧转移温和且一致。电弧稳定。焊接时的高频噪声小设备要求清单电弧能量密度达到Tig的3倍焊接时间短至.005秒通过喷嘴孔选择的圆弧直径 等离子焊机的基本配置电源等离子控制台(有时外置,有时内置)水循环器(有时是外部的,有时是内置的)等离子焊枪喷嘴套件(钨针,陶瓷,夹头,电极安装量具)固定工装
等离子焊机的基本配置电源等离子控制台(有时外置,有时内置)水循环器(有时是外部的,有时是内置的)等离子焊枪喷嘴套件(钨针,陶瓷,夹头,电极安装量具)固定工装 等离子自动焊机的弧焊的典型焊接参数如下:电流为50至350安培,电压为27至31伏,气体流速为2至40升/分钟(孔板气体的范围较小,外部保护气体的范围较大),直流电极负极(DCEN)通常用于等离子弧焊除铝的焊接外,其中水冷电极优选用于反极性焊接,即直流电极正极(DCEP)。
等离子自动焊机的弧焊的典型焊接参数如下:电流为50至350安培,电压为27至31伏,气体流速为2至40升/分钟(孔板气体的范围较小,外部保护气体的范围较大),直流电极负极(DCEN)通常用于等离子弧焊除铝的焊接外,其中水冷电极优选用于反极性焊接,即直流电极正极(DCEP)。 等离子焊机弧焊的一些主要用途是其用于制造管的应用。基于更快行程速度的更高生产率是由等离子过烧钨极电弧焊接产生的。采用不锈钢,钛和其他金属制成的管材采用等离子工艺生产,生产率以前的钨极电弧焊。
等离子焊机弧焊的一些主要用途是其用于制造管的应用。基于更快行程速度的更高生产率是由等离子过烧钨极电弧焊接产生的。采用不锈钢,钛和其他金属制成的管材采用等离子工艺生产,生产率以前的钨极电弧焊。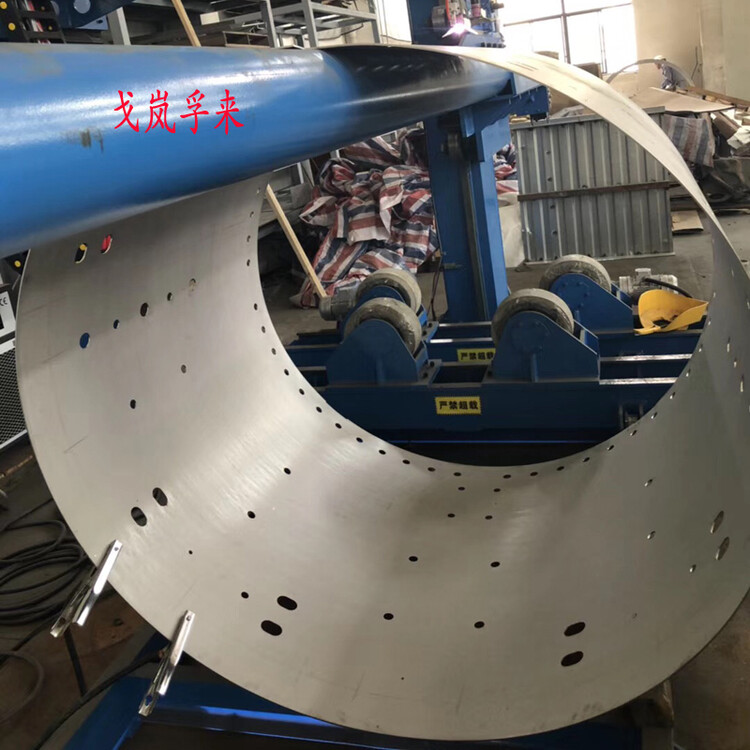 等离子焊机弧焊:操作原理。等离子弧焊工艺通常与气体钨电弧工艺进行比较。如果钨电极和工件之间的电弧在横截面积上受到限制,则其温度会升高,因为它带有相同的电流量。这种收缩的电弧称为等离子体,或第四种物质状态。
等离子焊机弧焊:操作原理。等离子弧焊工艺通常与气体钨电弧工艺进行比较。如果钨电极和工件之间的电弧在横截面积上受到限制,则其温度会升高,因为它带有相同的电流量。这种收缩的电弧称为等离子体,或第四种物质状态。
联系我时,请说是在黄页88网沧州等离子焊机栏目上看到的,谢谢!