


钢丝绳芯输送带接头胶料胶浆的备制
胶浆也可用芯胶胶片和120#汽油自己制做。胶料:汽油:1:3。制胶糊时,将胶片剪成小块放入汽油中,搅拌至完全溶解为止。为防止溶剂汽油过量挥发,每次搅拌后要将胶糊桶盖好,胶糊一般宜在接头天配制。
钢丝绳芯输送带接头胶料的鉴别
准确的鉴定需要通过仪器对其物理、化学特性进行分析,由于现场不具备条件,可按经验鉴别法:(1)合格的胶片是深黑或灰黑,手感细腻、柔软,若用120#溶剂汽油擦拭表面,表层迅速溶解,用白布擦拭,白布变黑,用手抚摸有粘手感;(2)变质的胶片呈银灰色,层面有霜状物质渗出,手感硬、滑有弹性。用120#溶剂汽油擦洗表面,胶片表层不溶解,用手抚摸无粘手感;(3)合格的胶浆是芯胶片在120#溶剂汽油中的粥状溶液,溶解均匀,有较好的粘性;失效变质的胶浆往往凝固成膏脂状,用手指捏脆而不粘。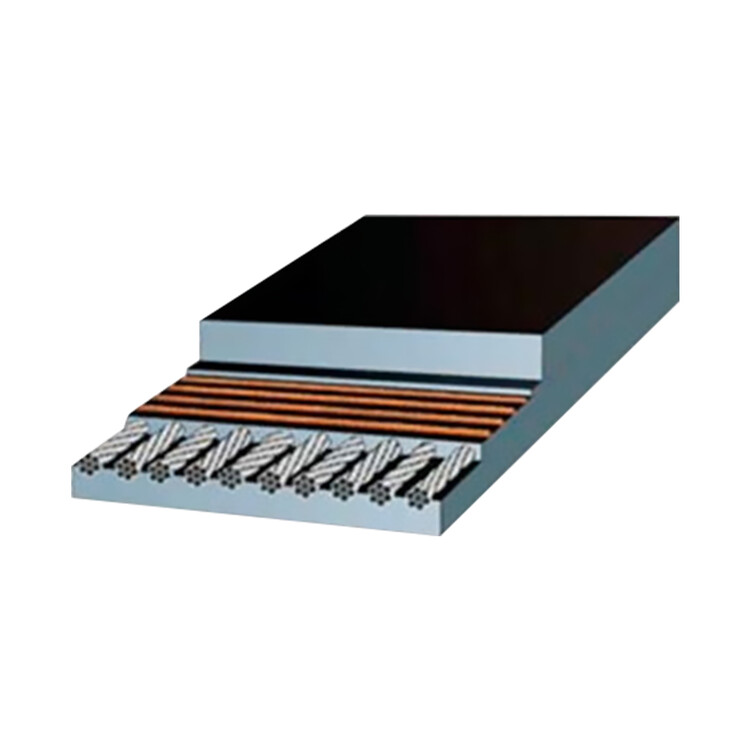
钢丝绳接头胶料硫化器应具有的技术特征
1.钢丝绳接头胶料安装、拆卸方便、重量轻、主要部件为铝合金;
2.钢丝绳接头胶料部件有够的强度和刚度,变形量小;
3.钢丝绳接头胶料热板工作面平整光洁;
4.钢丝绳接头胶料施加工作压力后缝隙小于0.5mm;
5.钢丝绳接头胶料升温快,从环境温度升至标准硫化温度的时间应在30-50分钟之间;
6.钢丝绳接头胶料上、下热板温升均匀一致,工作面各点温差在±2.5℃以内;
7.钢丝绳接头胶料热板单位压力可加至2.8MPa以上;
8钢丝绳接头胶料.热板长度、宽度与被硫化皮带的尺寸关系为:长度比接头长度长300mm以上,宽度比接头宽150mm以上。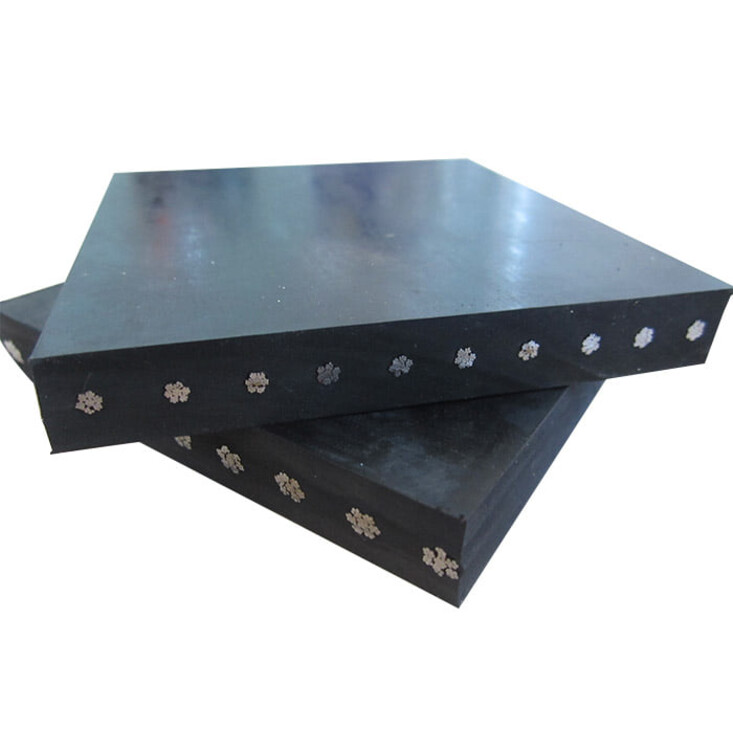
钢丝绳芯输送带接头胶料注意:
(一)钢丝绳芯输送带接头胶料硫化接头用汽油采用120#溶剂汽油或120#航空汽油,严禁用低标号或劣质汽油替代。
(二)若剥离钢丝绳发现附胶和钢丝绳已分离(即俗称的“离骨”),钢丝绳芯输送带接头胶料将钢丝绳上的附胶除净,用120#汽油清洗干净。涂刷胶浆次数要比钢丝绳上有附胶时多三次以上。
钢丝绳芯输送带接头胶料:钢丝绳芯输送带接头胶料胶料包括复盖胶(面胶),芯胶和胶浆。为硫化接头质量,钢丝绳芯输送带接头胶料胶料一般应选用原皮带厂胶料。若采用其它厂的钢丝绳芯输送带接头胶料胶料,事先做一个硫化接头送部门进行抗拉强度测试,符合要求后方可使用。
钢丝绳芯输送带接头胶料固定皮带、搭建工作台
若对使用中的皮带重新做头,应将待硫化接头的皮带移至硫化点,先用皮带卡子将一侧皮带固定好,然后提皮带,使接头处存在有足够接头用的富裕皮带。后再将另一侧皮带固定好。固定皮带的卡子要足够多,确保皮带不会滑动。
威普斯钢丝绳带接头胶料,漯河销售钢丝绳芯输送带接头胶料
更新时间:2024-03-30 05:35:28







收藏
举报
价格
¥20
起批量
≥ 1件
供应商
山东祥德矿山设备有限公司
所在地
山东临沂沂水县经济开发区冯家官庄村西南350米